

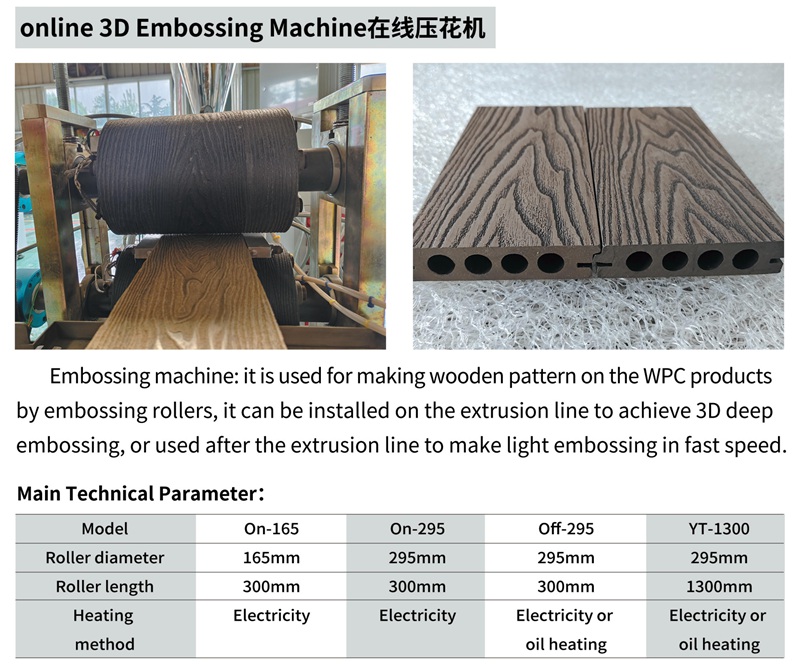
Giải pháp cho các vấn đề dập nổi trực tuyến của WPC Stocking
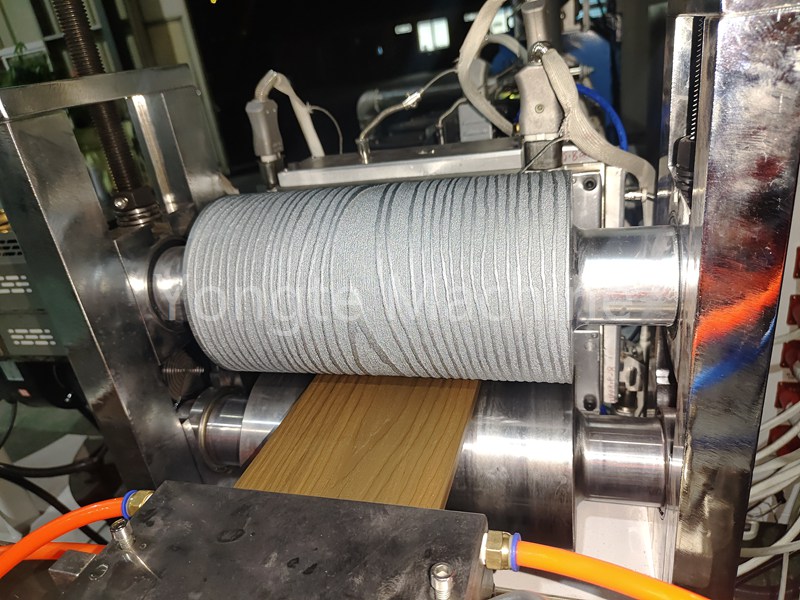
Khi sản xuất sàn WPC, việc dập nổi trực tuyến là rất quan trọng đối với chất lượng của sản phẩm, nhưng nhiều nhà khai thác gặp phải vấn đề trong quá trình sản xuất, dẫn đến các mẫu mờ hoặc độ sâu dập nổi không đồng đều.
Không hoảng loạn! Hôm nay, Yongte sẽ chia sẻ "Bộ dụng cụ sơ cứu" chuyên nghiệp của chúng tôi với bạn. Sau khi đọc nó, bạn có thể trực tiếp nắm bắt các sàn WPC chất lượng cao! Trên thực tế, miễn là bạn thành thạo các điểm chính, cảnh tái đầu tư cũng có thể được chuyển đổi một cách tuyệt đẹp! Tiếp theo, các kỹ sư Yongte sẽ dạy bạn từng bước để biến "Cảnh Rollover" thành "Trần của ngoại hình"!

Mô hình không rõ ràng trên bề mặt sàn gỗ có thể được gây ra bởi nhiều yếu tố như nguyên liệu thô, quy trình sản xuất, khuôn thiết bị, v.v ... Sau đây là những lý do và giải pháp cụ thể:
I. Các vấn đề nguyên liệu thô
1. Tỷ lệ nguyên liệu thô không hợp lý
Lý do:
Hàm lượng các sợi thực vật như bột gỗ/bột tre quá cao, hoặc tỷ lệ chất nền nhựa (như PE, PVC) quá thấp, dẫn đến tính lưu động kém của hỗn hợp và khó khăn trong việc lấp đầy các chi tiết mô hình khuôn.
Quá nhiều chất làm đầy (như canxi cacbonat) có thể làm giảm độ dẻo của sự tan chảy và gây ra mô hình không rõ ràng.
Đề xuất giải pháp:
Tối ưu hóa tỷ lệ công thức và tăng hợp lý hàm lượng chất nền nhựa (chẳng hạn như tỷ lệ PE/PVC tăng lên 40%~ 60%) để đảm bảo rằng sự tan chảy có độ trôi chảy tốt ở nhiệt độ cao.
Kiểm soát lượng chất độn hoặc sử dụng vật liệu phụ có kích thước hạt mịn hơn (như canxi cacbonat nano) để cải thiện tính đồng nhất của hỗn hợp.
2. Hiệu ứng nóng chảy nguyên liệu thô
Lý do:
Nhiệt độ xử lý là không đủ, nhựa không bị tan chảy hoàn toàn và sự kết hợp với sợi không chặt và kết cấu khuôn không thể được truyền hoàn toàn trong khi nhấn.
Độ ẩm của nguyên liệu thô là quá cao (đặc biệt là bột gỗ) và hơi nước được tạo ra ở nhiệt độ cao, dẫn đến bong bóng bề mặt hoặc các mẫu mờ.
Đề xuất giải pháp:
Tăng nhiệt độ của máy đùn (chẳng hạn như tăng nhiệt độ của phần nóng chảy lên 5 ~ 10) để đảm bảo rằng nhựa được dẻo hoàn toàn, đồng thời tránh sự suy giảm vật liệu do nhiệt độ quá mức.
Làm khô các nguyên liệu bằng sợi như bột gỗ (độ ẩm được kiểm soát dưới 3%), có thể được xử lý trước bằng thiết bị sấy.

Ii. Vấn đề quá trình sản xuất
1. Áp lực đùn không đủ
Lý do:
Tốc độ vít đùn quá thấp hoặc vít bị mòn, dẫn đến áp suất tan chảy không đủ và không thể lấp đầy rãnh mẫu khuôn một cách hiệu quả.
Thiết kế kênh dòng khuôn là không hợp lý (chẳng hạn như phần đầu vào quá rộng, tỷ lệ nén là không đủ), dẫn đến mất áp lực quá mức.
Đề xuất giải pháp:
Tăng một cách thích hợp tốc độ vít (chẳng hạn như tăng 10 ~ 20R/phút) hoặc thay thế vít/thùng bị mòn để tăng áp suất phân phối tan chảy.
Tối ưu hóa cấu trúc khuôn, tăng chiều dài của phần nén hoặc điều chỉnh tỷ lệ nén kênh dòng chảy (như từ 2: 1 đến 3: 1) để đảm bảo đủ áp suất tại mẫu.
2. Kiểm soát thời gian dập nổi và làm mát không đúng cách
Lý do:
Khoảng cách giữa con lăn dập nổi và ổ cắm đùn quá xa, sự tan chảy quá nhanh và rất khó để đùn ra một mô hình rõ ràng sau khi bề mặt cứng lại.
Nhiệt độ của con lăn dập nổi quá cao hoặc quá thấp: nhiệt độ quá cao có thể dễ dàng gây ra biến dạng mẫu; Nhiệt độ quá thấp sẽ làm cho sự tan chảy được làm mát nhanh chóng và mô hình không hoàn chỉnh.
Tốc độ làm mát là không đồng đều, và mô hình cục bộ bị mờ do co rút nhanh chóng.
Đề xuất giải pháp:
Rút ngắn khoảng cách giữa trạm dập nổi và máy đùn (nên điều khiển trong vòng 50 ~ 100cm) để đảm bảo rằng sự tan chảy ở trạng thái nhựa tốt nhất.
Kiểm soát chính xác nhiệt độ của con lăn dập nổi (thường thấp hơn 20 ~ 30 so với nhiệt độ nóng chảy), có thể được điều chỉnh trong thời gian thực thông qua hệ thống kiểm soát nhiệt độ.
Tối ưu hóa hệ thống làm mát và sử dụng làm mát phân đoạn (như làm mát không khí trước và sau đó làm mát nước) để đảm bảo làm mát bề mặt đồng đều và tránh biến dạng làm mát nhanh chóng.
Iii. Thiết bị và các vấn đề về việc dập nổi
1.
Lý do:
Sau khi sử dụng lâu dài, cạnh của con lăn dập nổi bị mòn và bị cùn, dẫn đến cảm giác ba chiều không đủ của mô hình nổi.
Độ sâu mẫu quá nông (chẳng hạn như <0,3mm) hoặc góc quá lớn (chẳng hạn như góc vát> 60 °), và rất khó để sự tan chảy để lấp đầy các chi tiết đầu.
Đề xuất giải pháp:
Thường xuyên kiểm tra độ mòn của con lăn dập nổi, duy trì hoặc thay thế nó kịp thời để đảm bảo cạnh sắc nét của mẫu.
Tối ưu hóa thiết kế của mẫu con lăn dập nổi: Độ sâu được khuyến nghị là 0,5 ~ 1,0mm và góc vát được điều khiển ở 45 ° ~ 55 ° để tạo điều kiện cho việc làm nóng và giảm dần.
2. Độ chính xác của con lăn dập nổi không đủ
Lý do:
Độ nhám bề mặt của con lăn dập nổi là không đủ (chẳng hạn như giá trị RA> 1.6μm) hoặc độ chính xác khắc mẫu thấp (như độ phân giải khắc laser không đủ), dẫn đến các đường mờ.
Áp lực giữa con lăn dập nổi và con lăn kéo không đều (chẳng hạn như chênh lệch áp suất trái và phải> 5%), dẫn đến sự rõ ràng một phần và mờ một phần của mẫu.
Đề xuất giải pháp:
Xử lý bề mặt của con lăn dập nổi (như mạ crôm, đánh bóng gương), kiểm soát độ nhám RA≤0,8μm và sử dụng công nghệ khắc có độ chính xác cao (như khắc laser sợi, độ phân giải ≤0,02mm).
Hiệu chỉnh hệ thống áp suất con lăn dập nổi để đảm bảo áp suất đồng đều ở bên trái và bên phải (lỗi <2%), có thể được theo dõi trong thời gian thực bằng cảm biến áp suất.

Iv. Các yếu tố khác
1. Tốc độ lực kéo quá nhanh
Lý do:
Tốc độ lực kéo không phù hợp với tốc độ đùn (chẳng hạn như tốc độ lực kéo> tốc độ đường đùn 15%), dẫn đến kéo dài quá mức của sự tan chảy trong quá trình dập nổi và làm phẳng các chi tiết mẫu.
Đề xuất giải pháp:
Điều chỉnh tốc độ lực kéo để tốc độ đường kéo phù hợp với tốc độ đùn (lỗi ≤5%), có thể được kiểm soát bằng liên kết biến tần.
2. Sử dụng chất bôi trơn không đúng cách
Lý do:
Việc bổ sung quá mức chất bôi trơn (chẳng hạn như hơn 1,5%) khiến bề mặt tan chảy quá mịn, dễ trượt trong quá trình chạm nổi và khó hình thành các mẫu.
Giải pháp:
Giảm lượng chất bôi trơn (chẳng hạn như kiểm soát nó trong vòng 0,5%~ 1,0%) hoặc thay thế nó bằng chất bôi trơn bên trong với khả năng tương thích tốt hơn (như glyceryl stearate) để tránh ảnh hưởng đến độ bám dính tan chảy.
Tóm lại, việc giải quyết vấn đề dập nổi trực tuyến đòi hỏi nhiều khía cạnh. Tìm nguyên nhân gốc và giải quyết nó theo tình hình sản xuất thực tế. Sau đó, bạn có thể tạo ổn định sản xuất sàn WPC chất lượng cao và đẹp. Nếu bạn có bất kỳ nhu cầu nào, xin vui lòng liên hệ với nhóm Kỹ sư của Yongte để giúp bạn giải quyết các vấn đề khác nhau trong việc sản xuất sàn WPC trực tuyến.




